顯控HMI+PLC在多工位沖壓成型機(jī)的應(yīng)用方案
多工位沖壓成型機(jī),共由3部分組成���,分別為上料段、沖切段���、成型段,三段之間都有傳感器�����,防止因產(chǎn)品不同,速度不均導(dǎo)致的料帶供應(yīng)不足或供應(yīng)積料�����。
上料段:由傳感器控制變頻器��,再控制電機(jī)轉(zhuǎn)動(dòng)送料。
沖切段:該段由一臺(tái)2.3KW伺服電機(jī)驅(qū)動(dòng)����,共5個(gè)工位組成��,兩個(gè)工位打孔,兩個(gè)工位切邊框�,一個(gè)工位裁剪�����。當(dāng)所有產(chǎn)品出完以后,裁剪刀會(huì)裁剪����,剩余料會(huì)倒退�,回到送料的初始位置,方便下次開機(jī)��。
成型段:該段由一臺(tái)15KW伺服電機(jī)驅(qū)動(dòng)����,前部分由機(jī)構(gòu)部分進(jìn)行成型處理�,后部分有3個(gè)工位����,兩個(gè)工位切方孔�����,一個(gè)工位切斷。成型后的產(chǎn)品���,切掉兩個(gè)方孔后��,再由切斷工位����,把每個(gè)產(chǎn)品之間切斷���,送到收料滑臺(tái)。
該設(shè)備可以生產(chǎn)為三種類型的產(chǎn)品���,分別是防火閥���、止回閥、調(diào)節(jié)閥�,不同的閥���,沖孔的種類不同���,在觸摸屏上可以選擇制作哪種閥�。每種閥的長(zhǎng)度����、寬度��、沖孔位置不同,可以保存15種不同尺寸的配方�����,生產(chǎn)時(shí)可以同時(shí)最多選擇8種尺寸����,每種尺寸的產(chǎn)量可以自由設(shè)置���。
系統(tǒng)構(gòu)成:采用顯控觸摸屏和顯控PLC作為主要控制元件��,配合伺服系統(tǒng)���、變頻器、傳感器����、電磁閥��、電機(jī)�、外部按鈕����、機(jī)構(gòu)件等配件����。
1����、 系統(tǒng)電源:采用DC24V電源
2�����、 觸摸屏:EA-070B
3、 PLC:FGRS-C8X8T-4/4��、A-E8X8T�、FGR-E8X8T
4、 輸入:23路數(shù)字量輸入
5、 輸出:20路數(shù)字量輸出
6����、 動(dòng)力系統(tǒng):2套伺服系統(tǒng)���,1套變頻器+電機(jī)
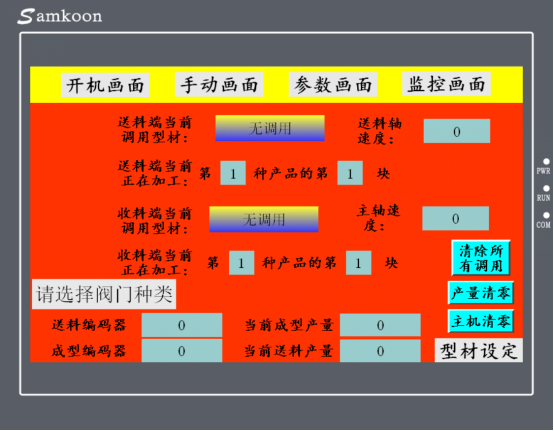
1���、設(shè)備開機(jī)�,進(jìn)入主頁(yè)面
2、設(shè)定伺服參數(shù)���、距離參數(shù)、時(shí)間參數(shù)等各種參數(shù)
3、設(shè)定型材配方參數(shù)
4���、選擇生產(chǎn)閥門種類
5�、調(diào)用配方����,選擇每種行程生產(chǎn)數(shù)量
6��、模式切到自動(dòng)運(yùn)行,開始生產(chǎn)

上料段

沖切段
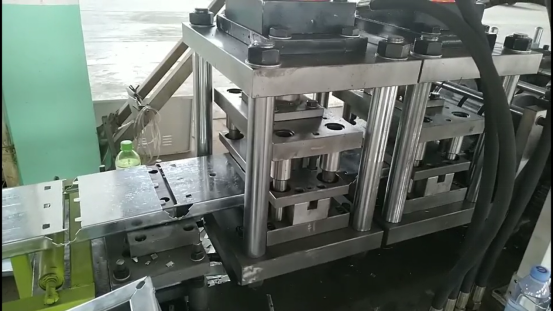
成型段
五��、HMI主要控制畫面




|